FJ1200-4CC 整備資料
2017.11.15 耐熱塗料の空焼き硬化の方法と「マフラーに耐熱塗装が必要か?」
4CCをフルパワー化するにあたり、イグゾーストパイプ,チャンバー(イグゾーストジョイント),マフラーを換えました。
イグゾーストパイプとチャンバーは4CCと3XWで共通ですがマフラーは違います。
マフラーは、ストックの3XW・サビありマフラーを使いました。
このマフラーには耐熱塗装をしたので空焼き硬化させる必要があります。
最高熱風温度 550℃のホットヒートガン,電気ストーブ,石油ストーブではまったく焼けません。
IHでは焼けますがムラ焼けになります。各方法での温度を赤外線放射温度計で測定しました。
結局、マフラーに「耐熱塗装は不要」という結果になりました。
・耐熱塗料と空焼き硬化
-耐熱塗料は硬化させないとベタベタになる-
・空焼き硬化をさせずに 80㎞走行した後の状態
・空焼き硬化をさせずに 8年間・9000㎞ 走行した状態
-空焼き硬化の方法・試したものはすべて失敗-
★耐熱塗装の注意
★赤外線放射温度計
★熱風温度 550 ℃のホットヒートガンは「問題にならず」
★電気ストーブも効果なし
★石油ストーブには期待したけど
★IHでは焼けたけど…
・「IH焼き」は使えるか
★マフラーに耐熱塗装は必要か
1.耐熱塗料と空焼き硬化
 |
・使ったのは「KURE 耐熱ベイントコート 艶消しブラック」。耐熱温度600℃。
他社のは1200円でこれは980円だったのでこちらを選びました。
・説明書きには
「塗装後、1時間乾燥したあと、塗装対象物の熱で硬化させてください。
その目安は200℃×1時間 です。」
いわゆる「空焼き硬化」です。
・今まで、耐熱塗料は塗っただけで600℃まで耐えられる」と思っていました。
前回のマフラー塗装(2011.8)でもこの「硬化」をさせていません。→→→ こちら
・イグゾーストパイプはエンジンをかけたらすぐにモウモウと白い煙が上がりました。
これが、「塗装対象物の熱を使った硬化」なのでしょう。
・しかし、マフラーからは白い煙が上がりません。
マフラーはイグゾーストパイプと違い、
排気ガスをグラスウールや膨張室で外側板と分断しているので、
排気ガスの熱はそれほど外側板に伝わらず高熱にはならない。
塗装面が200℃にはならないだろうから当然のことです。
|
しかし、「前回のマフラー耐熱塗装でも別に問題は生じなかったから、このままでイイヤ」とそのままに。
2.耐熱塗料は硬化させないとベタベタになる
a.空焼き硬化をさせずに 80㎞走行した後の状態
そして、80㎞程度試乗。
マフラーガ熱いうちは耐熱塗装表面はベタベタしています。
しかし、マフラーガ冷えるとペタペタはなくなります。
マフラーを外してみました。
 |
 |
| ・塗装面は冷えているのでサラサラと乾燥しています。 |
・裏側の状態です。
・写真下側のマフラー(右側マフラー)の前部(チャンバー寄り)にシマシマができています。 |
 |
 |
・この部分はチャンパーに近いので温度が高くなります。
しかし、その温度は耐熱塗料が硬化する200℃にはなりません。
・そこで、ベトベトになった耐熱塗料が溶けて流れたのでしょう。
「このシマシマ部分」だけが硬化したものではありません。 |
・表側にも同じように溶けて流れた跡があります。
|
 |
・マフラー後部(サイレンサー)部分は排気ガスの温度が低くなるので、
耐熱塗料が溶けて流れることはありません。
・しかし、塗装面が暖められて軟らかくなり「ベトベトになる」ために
ホコリを吸着しています。
・また、ところどころに部分的に塗装が溶けた痕が残っています。 |
下の写真は左側のマフラーです。
右側のマフラーほどではありませんが、同じような状態になっています。
 |
 |
・耐熱塗料が溶けて流れた跡はありませんが、部分的に溶けています。
|
・やはり部分的に溶けています。
|
耐熱塗料は「硬化させないと高温に耐えられない」だけではなく、「硬化させないと塗装面が熱くなったときに柔らかくなりベタベタになる」のです。
★★15
選任のための法律知識・
【広告】
これで「もの」になるようなら
「65 か 85」にステップアップ。
b.空焼き硬化をさせずに、8年間・9000㎞ 走行した状態
取り外した4CCマフラーも点検してみました。
このマフラーは 2011.9に「サビジャック(黒サビ転換剤、自身もアクリル塗料)を塗ったあとに耐熱塗装し、空焼きをしなかった」マフラーです。
その後、8年間・9000㎞ 走行しています。
使用中、マフラー表面の「ベタベタ」が気になっていました。
しかし、それは耐熱塗料の下に塗ったサビジャックが熱で溶けたものだと思っていました。
しかし、ベタベタになったのは耐熱塗料自体だったのです。
イ.マフラーの表側(外側)には溶け痕や凸凹
まず、右マフラー。
擦り傷はありますが耐熱塗料が溶けた痕はありません。



次にサイドスタンド側の左マフラー。
右マフラーと違って大きな溶け痕があります。

 |
 |
| ケロイド状になっています。 |
ステンレスたわしで擦ると、きれいに取れます。
だから、これは耐熱塗料が溶けてできたものと言えます。
|
この左マフラーの溶け痕は、走行後マフラーガ熱くなって耐熱塗料が軟らかくなったときにスタンドがけで靴が当たってできたものでしょう。
このような溶け痕があるので「6年間9000㎞ を走ってもマフラー自身の熱では耐熱塗料の空焼き硬化ができない」ということになります。
ロ.マフラーの上側、下側、裏側(内側)には溶け痕がない
 |
 |
マフラー上部に溶けた痕はありません。
擦れない部分だから傷がないのは当然です。 |
マフラー下部も同様です。
|
マフラーの裏側も同様です。

しかし、これは耐熱塗料が硬化したからではありません。
マフラー自身の熱で硬化できないのは表側と同じです。
溶け痕がないのは、
まず、マフラー温度が「溶けて流れるほど」の高さではなかったこと。
次に、マフラーの熱で耐熱塗料が軟らかくなっても、その面と接触するものがなかったから塗装面を乱されなかったこと。
耐熱塗料は単に乾燥してベタベタでなくなっているだけで硬化していないはずです。
試しにこのマフラーをIHで焼いてみました。(後述)
案の定、すぐに白い煙が立ち上がりました。
なお、耐熱塗料の下に塗ったサビジャック(アクリル塗料)は溶けていません。
もし、溶けているのならブツブツとハガれてくるはずです。
以上から分かることは、
・耐熱塗料はマフラーの温度では軟らかくなっても硬化しない。
・耐熱塗料は硬化させないと意味がないだけでなく、外部からの摩擦で塗装面が乱れる。
・アクリル塗料はマフラーの熱に耐えられる。
そして、「マフラーに耐熱塗装をするのなら、空焼きして硬化させなければならない。」
●●
選任のための法律知識・
3.空焼き硬化の方法-試したものはすべて失敗
それでは、耐熱塗装をしたマフラーの空焼き硬化を行います。
空焼き硬化をするマフラーは、耐熱塗装後の空焼き硬化をしないで80㎞走行して塗装面が乱れた3XWマフラー
a.もう一度耐熱塗装-耐熱塗装の注意
 |
 |
・240番ペーパーで凸凹を平坦にしたあと、800番ペーパーで足付け。
・塗装は「乾燥しているが硬化していない」ので柔らかい状態。
ペーパーがけは重くなります。 |
・800番のあと、スチールウールで表面をきれいに。
・ペーパーがけで、マフラー凹部に削り取られた塗料が溜まります。
これをスチールウールで取り去ります。
・また、スチールウールは800番より細かいので表面をきれいに整えられます。 |
 |
 |
| ・耐熱塗料が溶けて流れた跡は地金が露出しました。 |
・スチールウールで磨いたあとは少しだけ鏡面になりました。
|
 |
・耐熱塗料はラッカーのように「乾けば硬くなる」ものではありません。
・空焼き硬化をさせない状態では
「熱くなるとベタベタになり、冷めると乾いてサラサラになる」のですが、
サラサラになっても「ベタベタでなくなっただけで、まだ軟らかい状態」です。
・だから、乾いたあとに重ね塗りをする場合、
乾いた塗装面がどこかに当たるとすぐ擦れたり凹んだりします。
・耐熱塗料をスプレーする場合は、
両方に棒を差し込んで「串刺し丸焼き」のようにしなければなりません。
|
b.赤外線放射温度計
空焼き硬化中の温度をしらべるために入手しました。
 |
・対象物から出る赤外線を感知して温度測定ができる赤外線放射温度計です。
測定対象物に接触する必要がないので、赤ちゃんの体温を測るのにも使われています。
・こちらは「 -50 ℃ ~ 550 ℃ 」まで計れるとのこと。
最大測定温度が高いものは値段が高く、名の通ったメーカーのものはかけ離れた値段になります。
・製造国不明。
・英語の取扱説明書と 「 まどろっこしい日本語に翻訳した取扱説明書 」 が付属。
・Made in Chinaの単4乾電池×2付属。
※安価・50~380℃タイプ、
※安価・50~530℃タイプ,
※ 佐藤計量器 SK-8950 -60〜550℃ 防水放射温度計 佐藤計量器 SK-8950 -60〜550℃ 防水放射温度計
|
・① 測定対象物により放射率が異なるから、対象物によって正確な放射率を設定する必要あり。※放射率 / 0.80 で手の甲の温度を測ると36.9℃。
・② 持っている手の角度が少し異なると、とんでもない所にレザー光線が当たる。
・③ 放射率を変えることができるがそれを固定できない。トリガーを引くたびにデホルトの「 0.95 」に戻る。
だから、「放射率が 0.95 以外の対象物」には、トリガーを引くたびに放射率を変えなくてはならない。
・④ トリガーを引いてもレザー光線が出なかったり出るのが遅れたりすることがある。
・③ と ④ については 「 この値段 」 だから仕方がないでしょう。
・正確に温度を測定するのなら接触式の熱電対温度計が必要です。
・今回は参考のための測定なので、放射率/0.95 ですべて測定しました。
★★16
選任のための法律知識・
【広告】
流行りの特定小型原動機付自転車。
バランス能力が鍛えられるかも。
c.熱風温度 550 ℃のホットヒートガンは「問題にならず」
イ.RYOBI・HAG-1551
空焼き硬化の方法で思いつくのが「ホットヒートガン」。
熱風温度が 50℃~550℃ だから、軽く「200℃で1時間」はクリアーできるでしょう。
「2000円で充分使えるヒートガン 」もあるようですが、「道具はある程度のもの」が必要なのでRYOBIにしました。
 |
 |
・度調節ダイヤルのついたRYOBI/HAG-1551 です。
・7000円の追加出費となりました。
|
・12A / 1200 W の大型ドライヤーです。
・シール剥がしやネジロック剤解除にも使えるとか。
・ベアリングを圧入するときにも使えそう。以前から興味を持っていました。
|
※安価ヒートガン,Ryobi- HAG-1551,Makita HG6031VK,ESCO EA365SC,BOSCH GHG660LCD (安価なもので充分です)
ロ.焼き方
「これで、一気に解決!、200℃の熱風を当てればモウモウと白い煙が立って空焼き硬化完成!」
と期待していましたが…。
 |
・まず、吹き出す風量が少ない!ドライヤーの半分くらい。
・何よりも、熱風の当たる部分が小さい。
・近づけてずっと持っているのが疲れるので、このようにしました。対象物との距離は5㎜程度。
・熱風温度 / MAX の 550 ℃ で一時間、白い煙は出てきません。
熱風の当たるところが少しべベタつくだけ。
「熱風が 550 ℃ でもそれに当たる部分が 550 ℃ になるわけではない」のか?
・しかし、もしこの方法で熱風の当たる場所が空焼きできたとしても、
「1カ所に1時間」ではマフラー全体を空焼きするのに時間がかかりすぎる。
・7000円の「RYOBI」はあっさりとリタイヤ。
|
ハ.温度測定
RMXのチャンバーで熱風が当たっている部分の温度を測ってみました。
 |
・「熱風温度最大・550 ℃ 」で、吹き出し口とマフラーの間の熱風温度は たったの 130℃ 。
・10分後、吹き出し口とマフラーガ接する部分の温度は 96℃、少し離れると 60℃。
・写真のノズルではなく、一番細いノズルを付けても同じです。
・「 ホットヒートガンの熱風温度 」 とは一体どの部分の温度なのでしょうか?
それとも、このホットヒートガンが欠陥品なのでしょうか?
・これでは、耐熱塗料の空焼きにはまったく効果がありません。
・「 ヒートガンというのは強力ドライヤー程度のものであること 」を初めて知りました。
ヒートガンを購入しようと思っている方への助言は 「 2000円程度の安物で充分 」。
|
ニ.※2018.04.16 追記--やっと役立ちました。
ブレーキデスク取付にはネジロックを使います。
取付は M6 × 16 ㎜ の皿ネジ。
この皿ネジを取り外すときに、インパクトドライバーでガンガンたたくとホイールベアリングが緩んでしまいます。
 |
・ネジロットを解除するには 150 ℃ ~ 200 ℃ にしなければなりません。
・スリーボンドの中強度ネジロック ( TB1322N ) も 固定用強強度ネジロック ( TB1305N ) も
100 ℃ で 80 %、150 ℃ で 55 %、200 ℃ で 20 % の強度となります。→こちら と こちら
・バーナーであぶればすぐに解除できますがエアーホットガンで試してみました。
・ダイヤルは 「熱風温度 550 ℃」との触れ込みのMAX。
・ネジロックは「取り外し可能」の中強度。
・温度測定は赤外線温度計・放射率は 0.95 。
・ホットガンに細口ノズルを付けて、ビスの頭にかぶせるようにしてくっつける。
・5分経過。ビス頭の温度は 125 ℃、しかしホットガンを離すと 70 ℃。
・10分 経過、吹き出し温度は 150 ℃、ガンを離すと100 ℃。
・「 やっぱりダメか…。」 とドライパーで回してみると、回ります!
・10分も当てていないでも外れるようです。5分くらいで良いみたい。
多分150℃以上になっていたのでしょうが、温度が正確に測れなかったのでしょう。
・バーナーならすぐらしいけれど、炎を当てるのは少し抵抗がありますからネ。
それにしても、値段の割には役に立たない道具です。
|
★★17
選任のための法律知識・
【広告】
1000Wモーターで最高40km/h
ZonDoo には最高108km/hもあります※購入
250㏄扱いでしょう。※要問合せ


d.電気ストーブも効果なし
イ.焼き方
 |
・「そう言えば、電気ストーブがあったはず…」
ありました。上下で 600W・加湿器付き。
・ストーブのガードを外し、対象からギリギリ 5㎜ に近づけてスイッチオン。
・2時間経過。
・ストーブに近づけた部分がベタつくだけ。
・あっけなく、リタイア。
・やはり、マフラーを直接加熱しなければならないようです。 |
ロ.温度測定
 |
この状態で 10分間 熱する。
・a ( マフラーと電気ストーブが一番近いところ ) : 260 ℃。
・b ( 少し離れたところ) : 157 ℃。
・c ( 一番近いところからマフラー表面に沿って 90 度はなれたところ ) : 122℃。
・200 ℃ を超えるのは a の部分だけ。
・しかし、a~b の部分は 少しツヤ が出た程度。白い煙などまったく出ない。
・この耐熱塗料の空焼き硬化は「200℃・1時間」 でできるはずなのだけど…。
耐熱塗料自体の問題なのでしょうか?
|
e.石油ストーブには期待したけと
いろいろ調べると「石油ストーブの天板に置いて焼くのがよい」との情報。
倉庫には何でも残っています。昭和20年代生まれまでは「捨てる」ということを知らないのです。
イ.焼き方
 |
・ストーブ天板が充分熱くなったところで、天板の中心にマフラー後部を置き直接加熱。
・45分経過。何の変化も起こらない。
・マフラーの「天板に接している部分」の上側は「安全に手で触れる」熱さで、
少しベタつくが。指にくっつくほどではない。
・マフラー中央部は少し暖かいがマフラー前部は冷たい。
・これは「電気ストーブに接近 5㎜」より効果がない。
・ヤカンは底がベッタリとストーブの天板にくっつくので湯が沸くようです。
・アルミ箔に包んださつまいもは、ベッタリと天板に接触していないけど、
それほど高温にならなくても焼けるのです。
・ストーブも登場してから1時間でリタイア。 |
ロ.温度測定
 |
 |
石油ストーブの天板の温度は、
・a : 225 ℃
・b : 200 ℃
・c : 180 ℃
・d : 145 ℃。
空焼き硬化に必要な 200 ℃になるのは a ~ b の部分です。 |
・これで 30分間。
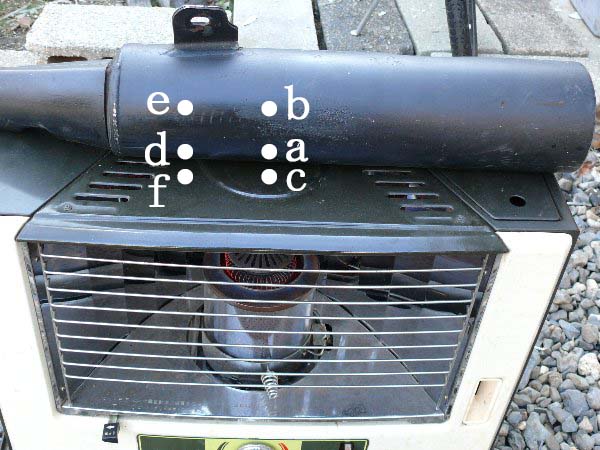
a : 192 ℃、b : 127 ℃、c : 209 ℃、d : 185 ℃、e : 127 ℃、f
: 209 ℃。
※ c と fはストーブの天板。
・結局、石油ストーブは天板が 200 ℃ になることはあっても、
その上に置いたマフラーガ 200 ℃ を超えることはないということです。
つまり、石油ストーブで 空焼き硬化はできないということ。
|
ネット情報というものは「聞きかじり」で自噴で実証・検証していないものが多いですネ。
★★18
選任のための法律知識・
【広告】
特定小型原動機付自転車にも
アシスト自転車にも該当しません。
f.IHでは焼けたけど…
ストーブでの直接加熱が効果的なら IH でもやれるかもしれない。
IHは磁力線を使うのだからベッタリとくっついていなくても加熱できるだろう。
結論を先に言っておきます。
・① 裏側(車体側)のサイレンサー部はきれいに焼けます。
・② 丸みのある表側・下側・上側・前部表側は焼けることは焼けますが、ハゲ・ムラ・溶け痕が残ります。
・③ 裏側前部は焼けません。
イ.焼き方
まずは裏側。(マフラーガ平坦になって凹んでいる部分)
 |
 |
・裏側は凹んでいますが両側が平坦なので、コンロの上で安定します。
・火力は中火。 |
・すぐに、コンロニ触れている部分から白い煙が立ち始めます。
・強火にするともっとたくさん出ますが部分的に焼きすぎになります。
・5分くらいで煙がでなくなります。これでこの部分の空焼き完了。
|
 |
 |
・煙は裏側の凹んだところから出ています。
裏側が焼けていることが分かります。
・IHコンロは「底が2㎝以上反っていると使えない」とのことですが、
2㎝以上離れた凹んだ部分が焼けています。
左側部分が接しているからでしょうか?
|
・マフラーをずらせてマフラー中央部の裏側を焼きます。
・マフラー前部はそれほ熱くなっていません。革手袋かナベつかみで持てます。
・・ここでも「中火で5分」。
|
 |
・マフラー穴からも煙が出てきます。
・強火だともっと太くて乳白色の煙が出てきます。
多分、たまったタールが燃えているのでしょう。
まさかグラスウールが燃えているのではないと思いますが、
煙は延々と出てきますので心配になります。 |
次に丸みをもった部分(マフラーの上,横,下になる部分)
上側と横側は見える部分ですから上手く焼きたいものです。
 |
・要領は裏側を焼いたときと同じ。
・左のコンロでサイレンサー後部、右のコンロでサイレンサー前部。
・マフラーを右に引っ張って右コンロでサイレンサー中央部。
・ マフラー前部を持って回し、焼く面を変えていく。 |
最後にマフラー前部です。
 |
 |
・マフラーに何らかのつっかいをして、固定した方がよい。
・サイレンサーの丸い部分を焼く要領です。
マフラーを回して焼く位置を変えた方がよいでしょう。 |
・マフラー前部の裏側は、コンロ面にうまく当たらないので直接焼けません。
・丸い部分を焼くとき「ついでに」焼けることを期待するしかありません。
|
ロ.温度測定
 |
・マフラーをコンロに直接接するように置く。
・a / コンロの中央、b / aから90度離れる、d / コンロの端、e / dから90度離れる。
・中火・20秒くらいで白煙が出始める。
a / 214 ℃、b / 93 ℃、d / 102 ℃、e / 20℃
・中火で 60秒経過
a / 288 ℃、b / 191 ℃、d / 127 ℃、e / 42 ℃
・コンロの中心部分では、上に置いた対象物(a部分)はすぐに 200 ℃ を超えてしまいます。
これなら、すぐに白煙が上がるはずです。
|
●●
選任のための法律知識・
4.「IH焼き」は使えるか
a.1回目の結果-強火で焼いた場合
1回目は「焼けるかどうか分からない」状態で「試しに焼いて」みました。
いろいろやりましたので、汚い状態になっています。
左マフラーです。
下の写真は焼いたあと、軍手で表面のコゲをぬぐった状態です。
強火(最強)で焼いたので、焼けすぎの部分が多くありました。(塗装がハゲて金属面がでている部分)
なお、この段階ではマフラー前部は(写真の左側)は焼いていません。

次は裏側の状態です。
強火で焼いたにも関わらず、裏側は焼きすぎでハゲた部分はありません。
サイレンサー後部の丸い部分(写真左端)はコンロに直接当たるので溶け痕が付いています。
マフラー前部の裏側(写真右側)は焼けないので焼いていません。

マフラー前部は二回目の右マフラーを焼くときに焼きました。
二回目ですから中火で焼いています。
 |
 |
| 右側に焼きすぎた部分がありました。 |
裏側は焼けたかどうか分かりません。
しかし、この部分は外部から見えないので
焼けていなくてベタベタになったりシマシマに流れたりしても問題はありません。
|
b.2回目の結果-中火で焼いた場合
二回目は一回目の失敗を踏まえて、中火で焼きました。
右マフラーです。
上にあげた「焼き方」の写真は二回目に右マフラーを焼いたときのものです。
中火で焼いたので、焼きすぎて地金が見える部分はありませんでした。

 |
 |
・しかし、「地金が見えるほど」ではありませんが「焼けすぎ」はあります。
・溶けた痕は焼き面を変えるのに引っ張ったり回したりしたときに、
コンロ面で擦られてできるものでしょう。
|
・耐熱塗料の硬化は:
「 熱せられる → 軟らかくなる → 溶ける → 焼ける → 硬くなる 」 という順を経ます。
だからある部分を焼き終えても、
隣の部分は焼き終えていず軟らかくなっていたり、溶けていたりしています。
その部分がコンロ面と擦れてこのような痕になるのでしょう。
マフラーを浮かせて焼くことができればこのような溶け痕は残らないでしょう。
|
 |
 |
・マフラー前部には焼きすぎて金属面が出ているところがありました。
この部分は面積が小さくて火が通りやすいので、
火力を落とすか時間を短くする工夫が必要です。 |
・裏側にはあの溶けて流れたシマがありました。
|
マフラー裏側はきれいに焼けています。

c.IHで焼く場合の疑問
次の写真の上が1回目に強火で焼いた左マフラー、写真の下が2回目に中火で焼いた右マフラーです。
焼いたあとで「 ステンレスたわし → 240番 → 800番 → スチールウール」と磨いてあります。
地金が出ていない部分が「空焼き硬化」した部分です。

裏側は強火でも焼けますので問題はありません。

IHで空焼きする場合に解決しなければならないのは、
①焼き面をコンロニ接触しないで焼く
・「加熱対象物がコンロニ接触しないと、IHコンロが加熱物を認識しない」とのこと。
・金属の固定台でマフラーをコンロ面に接触させずに、固定台をIHコンロに接触させた場合、コンロは加熱対象物を認識するか?
・この場合、コンロ面から離れているマフラーにコンロの磁力線が達するか?
②火加減
・火加減が強いほど焼けムラができる。
・中火で5分だから、弱火でゆっくりやいたらどうか?
以上、IHや電磁誘導の知識を持ち合わせていないので分かりません。
★★19
選任のための法律知識・
【広告】
趣味にも収益にも。
始めるのなら「早い者勝ち」

d.結局、上からアクリルラッカーで塗装
今回は、この上から艶消し黒のアクリルラッカーを吹きつけました。
アクリルラッカーの下の一部が「空焼き硬化した耐熱塗装部分」です。

遠目にはきれいに仕上がっていますが、近づいてみると
 |
 |
地金が露出した部分とそうでない部分に段差があるので、それが現れます。
こちらは二回目に焼いた右マフラー。 |
こちらは一回目に焼いた左マフラー。
地金が露出した部分が広いので、却って目立たなくなっています。
|
裏側はハゲている部分だけをラッカーで吹いておきました。

以上から言えることは「IH焼き」は現段階では「空焼き硬化の方法としては使えない」ということ。
空焼き硬化の方法として残るのは「バーナーで炙る」ことくらい。
しかし、そもそも「マフラーに耐熱塗装をする必要があるのか」という疑問。
5.マフラーに耐熱塗装は必要か
エンジンをかけたら 「 すぐにモクモクと白煙が上がる 」 エクゾーストパイプの温度はどれくらいなのでしょう。
測定してみました。
エンジンをかけてアイドリング、すぐに、250 ℃ ~ 260 ℃。
※この温度は、5分間くらいアイドリングと何回かのレーシングでも変わらない。
これなら、すぐに白煙が上がるはず。
しかもIHと違い、排気ガスが中から均等に全体を熱するのでムラ焼けなし。
また、熱源と耐熱塗装面とが接していないから、硬化途中で塗装面が乱されることはない。
他の部分の温度は、
・チャンバー(イグゾーストジョイント)の下中央部 : 164 ℃。
・チャンバーの出口 : 140 ℃。
・チャンバーとマフラーの継ぎ目 : 88 ℃。
・マフラー入口 : 76 ℃。
これは5分程度のアイドリングの結果なので、連続走行の場合では異なるでしょう。
しかし、どうもマフラー部分が 「 100℃を超える 」 ことはないように思えます。
これなら、耐熱塗料ではなくアクリルラッカーでも耐えられます。
※アクリルラッカーの耐熱温度は 「 80℃,100℃,120~150℃ 」 といろいろ説明されています。→→→ 80℃ ・ 100℃ ・ 120~150℃
結局、
・耐熱温度600℃の耐熱塗装をする意味がない。
・耐熱塗装をしても効果的な空焼き硬化の方法がない。
・マフラー部分に耐熱塗装は必要ない
言葉を変えれば、「 耐熱塗料の空焼き硬化は対象物の発する熱で行う。それができないような対象物には耐熱塗装は不要 」 ということになります。
★RMXのチャンバーをカセットバーナーを使って焼きました。 → 2020.04.10.チャンパーの耐熱塗装の空焼き硬化にカセットバーナーを使う
つづく
前へ/FJ1200-4CCを130PSフルパワー化 次へ/FJフルパワーインシュレーターのひび割れ補修 目次へ SPnet番外TOP SPnet SPnet2




