RMX-SJ13 整備資料
2020.06.20.シリンダーゲージによる内径測定
シリンダーゲージの中古を入手したのでRMXのシリンダー内径を測ってみました。
内径測定にはシリンダーゲージの他にマイクロメーターとダイヤルゲージが必要です。
シリンダーゲージで有名なのはテクロック、ミツトヨ。
マイクロメーターで有名なのはミツトヨ、新潟精機、ダイヤルゲージではミツトヨ、新潟精機。
0.01㎜を測定するのですから、測定技術も必要ですが、測定器機の精度が必要です。
安価なものを避けて、しっかりとしたものを選びましょう
もちろん、マイクロメーターのゼロ調整、シリンダーゲージによる内径測定方法も説明してあります。
・マイクロメーターのゼロ調整
・シリンダーゲージと内径測定に必要なもの
・シリンダーゲージによる内径測定の実際
1.始めてのマイクロメーター
a.デスク厚測定のために入手
 |
FJのデスク厚を測るためにマイクロメーターをYahooオークションで入手しました。
シンワ・C544。落札価格500円+送料520円。
ブレーキデスクはパッドが当たらない外縁が出っ張り、凹んだ部分の厚さがノギスでは測れません。
右側の使用限度を超えたフロントデスクを測ると、
・ノギス : 4.0㎜
・マイクロメーター : 3.25㎜(使用限度3.5㎜)。
新品のデスク厚が4.0㎜なので、ノギスでは外縁厚を測っていることになります。
左側のリヤデスクは最近入手したもの。
・ノギス : 7.7㎜
・マイクロメーター : 7.46㎜。(NEW : 7.5㎜、使用限度 : 7.0㎜)。
厚さが均一でない素材の場合はノギスでは測定できません。
また、ノギスは0.1㎜まで、マイクロメーターは0.01㎜まで測定できます。 |
b.マイクロメーター各部名称
 |
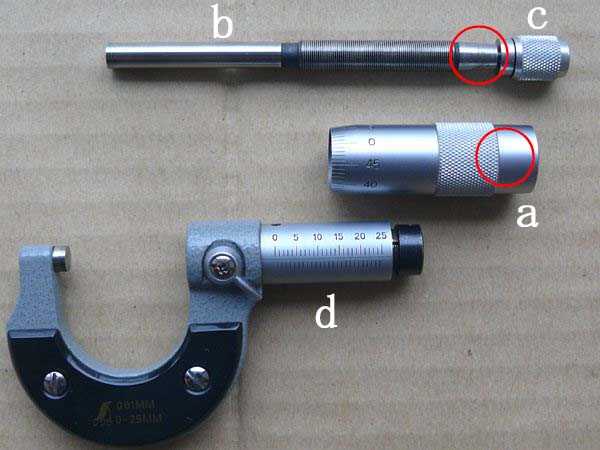
・a : シンブル
・b : スピンドル
・c : ラチェットストップ
・d : スリーブ
・e : アンビル
・f : クランプ
・g : フレーム
・e : 防熱カバー
測定対象物への締めつけ圧力を適正なものにするために、
対象物に軽く当たるまではシンプル、
その後はラチェットストップを「カチ、カチ」音がしてから、3~4回送る。
※「ラチェットストップの1送り=1/2回転」、ラチェットストップは1.5~2回転する。
マイクロメーターは測定範囲によって種類があります。
25㎜刻みになっています。
0~25,25~50,50~75,75~100,100~125,125~150…。 |
c.ゼロ調整
付属の基準棒を挟んだ状態で行います。
※25~50㎜のマイクロメーターなら付属の25㎜基準棒をはさむ、0~25㎜のマイクロメーターなら一杯に締め込んだ状態(アンビルとスピンドルがくっついた状態)で行う。
「カチ、カチ → ラチェットストップ3~4送り」のあと、クランプでスピンドルを動かないようにする。
イ.ズレが1目盛り(0.01㎜)以内の場合
 |
 |
スリーブの穴(写真の裏側)に付属のフックレンチ(大)を引っかけてスリーブを動かす。この場合はスリーブを手前に回す。
他サイトに説明されているようにフレームを固定する必要はない。フレームを左手で保持して右手でフックレンチを回せばよい。行き過ぎたら逆の方向に動かす。 |
ロ.ズレが1目盛り(0.01㎜)以上の場合
2~3目盛りでもスリーブを動かして調整できます。
しかし、ミツトヨのマニュアルではずれが1目盛り以上の場合は「こちらの方法でゼロ調整すること」とされています。 → こちら
 |
 |
・クランプをかけてスピンドルを固定する。
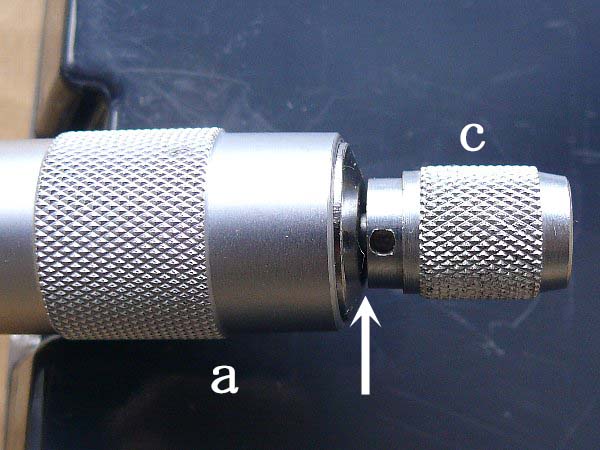
・ラチェットストップ(c)の穴にフックレンチ小を引っかけて、ネジを緩めて隙間(↑)を作る。
|
・シンプル(a)のローレット部分(●)を握って、ラチェットストップ(c)の頭を軽く叩く。
・シンプルがスピンドルから離れて自由に回るのようになるので、シンプルの0をスリーブの基準線に合わせる。
・ラチェットストップの穴にフックレンチを引っかけ、●を握ってネジを締める。 |
このあと、微調整をイ(スリーブ)で行う。
「なぜ、この方法でシンプルが自由に動くようになるか」を説明しまておきます。
 |
・スピンドル(b)の先端はテーパー状(〇)になっている(♂)。
・シンプル(a)の内側にテーパー穴(〇)がある(♀)。
・スピンドルのテーパー♂がシンプルのテーパー♀に入る。
・ラチェットストップ(c)はシンプル(a)の外からスピンドル(b)にネジ留めされる。
・「ラチェットストップ(c)のネジを緩めてシンプル(a)との間に隙間を作る」と、
「スピンドル(b)+ラチェットストップ(c)」がその隙間の分だけ写真の左側に動けるようになる。
・ここで、ラチェットストップ(c)の頭を叩くと、
スピンドル(b)のテーパー♂がシンプル(a)のテーパー♀から外れて、自由に回るようになる。
※注意
①クランプをONにしてスピンドルをフレームに固定すること。
ラチェットストップの頭をたたくとスピンドルのネジに力が加わる。
スピンドルネジは測定用の精密なものなので、ここを痛めると正しい測定値がでない。
必ず、ロックしてスピンドルを固定する。
スピンドルをフレームに固定しても、「スピンドル(b)+ラチェットストップ(c)」が左に動くのは同じ。
これらは、フレームと一体になって左に動く。
②外れないときに強く叩かない。
テーパー♂とテーパー♀がしっかりとくっついているときは、無理に強く叩かず、
ラチェットストップのネジを少し締めたあと緩めて、もう一度軽く叩く。 |
なお、この調整をしなければならないのは、「注油や清掃のときに分解してゼロ調整をしないで組み立ててある」ような場合でしょう。
通常使用でこの調整をしなければならないのなら、「使い物にならないくらい狂っている」ということになります。
★★13
選任のための法律知識・
【広告】
200万円なら「傾く」 NIKEN も。
どちらも「立ちごけ」しません。
2.始めてのシリンダーゲージ
a.シリンダーゲージ
Yahooオークションでマイクロメーターを探していたら、シリンダーゲージの中古を見つけました。
以前に、RMXのシリンダー内径が正常かどうか調べるのに苦労したので、使ってみたかった測定具です。 → ※シリンダー,ピストン,リングのクリアランス測定
 |
・テクロック(TecLock)の「50-150B」。Made in Japan です。 → テクロック
・使い込んであります。3000円+送料520円。
・アンビル(交換ロッド)は 50㎜ ~ 100㎜ の「5㎜刻み」で11個。
ワッシャが1㎜,2㎜,3㎜。
「アンビル+ワッシャ」で、50㎜~55㎜が「50,51,52,53,55㎜」となります。
・「4㎜ワッシャがあれば、1㎜刻みになるのに」と思いますが、
次に説明するように測定子が1㎜程度動くので、測定に不都合はないのです。
・付属の50㎜エクステンションロッド(延長管を使えば、100㎜~150㎜を測定できます。
・新品を入手したい方は※新しいタブor新しいウインドで開く
・ テクロック CC-150、テクロック CC-150S テクロック CC-150、テクロック CC-150S
・テクロック CD-150、テクロック CD-150S
※参考-CC型とCD型の違い、ショートSについて(下記)
・新潟精機 WCDI-160 ※新潟精機
・ミツトヨ CG-150AX ※ミツトヨ
※ダイヤルゲージは別売かオプションです。
※精密測定器具ですから名の通ったメーカーのものをお勧め
※安くてもよいのなら → STRAIGHT 16-613(ダイヤルゲージ付属かどうか確認必要) |
※参考
・テクロックCC型とCD型の違いは、CD型が「継ぎ足し外筒を使って、深穴測定ができること。ただし、ショートタイプのCD-Sはできない。」点。あとは同じ。
・CD型はCC型よりも全長が少し長い。
・ショートタイプは全長/握り下が10㎝程度短い。
・CC型もCD型もJIS B 7515 A級
・詳しい寸法や仕様は → こちら。
 |
 |
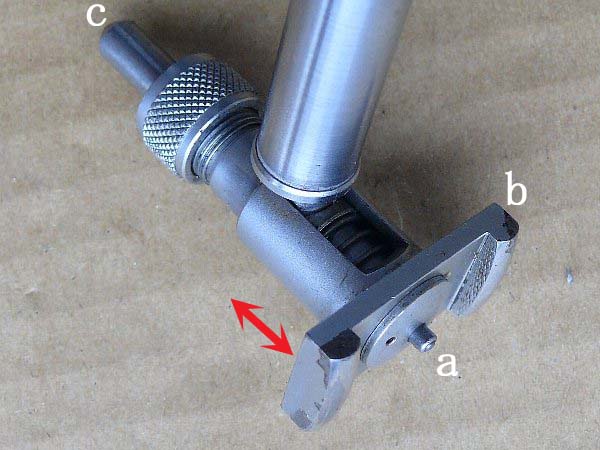
・a : 測定子※1㎜程度凹みます。
・b : ガイド※6㎜程度動きます。
・c : アンビル(替えロッド) |
・シリンダー壁面にガイドの両側が当たるので、アンビルと測定子は自然と直径方向になります。
・あとは、水平を出せばOK。
・ガイドがカーブしているので、ロッド(握り)を測定部方向に動かし(揺らし)て最小値となったところが水平位置。 |
b.「ダイヤルゲージ」と「測定物を測れるマイクロメーター」も必要です
シリンダーゲージにダイヤルゲージをセットすればシリンダー内径が測定できるわけではありません。
シリンダー内径を測定できるマイクロメーターが必要になります。
えっ?マイクロメーターでシリンダー内径を測るの?
マイクロメーターとシリンダーゲージが協力してシリンダー内径を測るのです。
例えば、RMX-SJ13 のシリンダー内径は67.00㎜(使用限度は67.05㎜以上)
このシリンダーゲージでは50~150㎜の内径が測定できますが、測定する前に 67.00㎜ にセットしなければなりません。(基準設定)
シリンダーゲージは最初に設定した値(67.00㎜)からどれだけ大きいか小さいかを測るものです。
そのために、「測定物を測定できるマイクロメーター → 67.00㎜を測定できるマイクロメーター」が必要になります。
つまり、「50-75㎜」のマイクロメーターが必要になります。
 |
シリンダー内径の測定方法は
・①.シリンダーゲージの測定部を67㎜にする。(65㎜アンビル+2㎜ワッシャ」
・②.マイクロメーターを67.00㎜にセットする。
・③.シリンダーゲージの測定部をこのマイクロメーターに挟んで、
ダイヤルゲージ針をゼロにする。(基準設定) → ダイヤルゲージ針がゼロのときに67.00㎜。
・④.シリンダーゲージ測定部をシリンダーに挿入して、ダイヤルゲージの値を読み取る。
・⑤.③と④の値からシリンダー内径を計算する。
③の基準設定のためにマイクロメーターが必要なのです。
ダイヤルゲージはホイール触れ取りのために入手したものがありましたが、
「50-75」のマイクロメーターはありません。
急遽、Yahooオークションでミツトヨの50-75を入手。2480円+送料500円
なお、FJ1200のシリンダー内径は 76.96~77.07㎜、使用限度が 77.10㎜なので、
FJのシリンダー内径を測定する場合には「75-100㎜」のマイクロメーターが別途必要となります。
|
マイクロメーターでお勧めは、
・ミツトヨ OM-75
・ミツトヨ M327-25
・新潟精機 MC105-75
・新潟精機 替アンビル式外側マイクロメータ MC1064-100(替えアンビルによって「0~100㎜」に対応。
また、「0-25㎜」のミツトヨと新潟精機は、
・ミツトヨ M327-25
・新潟精機 MC101-25LR
ホイールの触れ取りなどダイヤルゲージを使う場合にはマグネットスタンドが必要になります。
ダイヤルゲージを入手する場合には「ついでに」マグネットスタンドも入手してください。
●●
選任のための法律知識・
b.シリンダー内径測定
イ.アンビル取り付け、ダイヤルゲージ取り付け
 |
 |
・65㎜アンビル+2㎜ワッシャ=67㎜。・測定子が1㎜程度出っ張っていますから測定部の全長は68㎜程度。
・ダイヤルゲージの測定子をシリンダーゲージ出力部にしっかり食いつかせるために、ダイヤルゲージを差し込んで針が一回転するくらいでダイヤルゲージをネジ留めする。(ゼロ合わせ不要)
・シリンダーゲージの握り(ロッド)を前後に動かす場合はダイヤルゲージを測定部に直角に取り付ける、左右に動かす場合は特定部に平行に取り付ける。
・RMXシリンダーは「シリンダー前後方向での測定」。アンビルをシリンダー面の前に当てて、ガイドを後に当てて前後に動かす。だから、ダイヤルゲージは測定部に直角で盤面がガイド側(写真右)。
|
ロ.基準設定
 |
 |
①いつでも「測定の前にはゼロ調整」。マイクロメーターをタテに置くのが一番誤差が少ないとか。 → ミツトヨ精密測定器機の豆知識8頁
②マイクロメーターを67.00㎜にセットして、クランプONでスピンドルを固定。
③「55㎜+2㎜」を取り付けたシリンダーゲージの測定部を67.00㎜にセットしたマイクロメーターに挟んで、ダイヤルゲージの針をゼロにする。(基準設定)
・基準設定では測定子が上、アンビルが下。測定子を下にすると測定子を押してしまう。 → ミツトヨ測定工具ワンポイントチェック8頁
・これがなかなか難しい。アンビルを左手の親指と人指し指で支え、右手でシリンダーゲージロッドを持って測定子を動かしながらダイヤルゲージが右に一杯に振れるところを読み取る。
「現在のゼロから左へ〇〇目盛りor右へ〇〇目盛り」と覚えてダイヤルゲージ番を動かす。これを繰り返して「67.00㎜のときにダイヤルゲージ針がゼロになる」ようにする。
|
ハ.内径測定
測定するシリンダーはストックの「/元エンジン③」。
前回のクリアランス測定で「一番磨耗が大きい」と評価されたシリンダーでストックとなっていました。 → シリンダー,ピストン,リングのクリアランス測定
 |
RMXのシリンダー内径測定箇所は
「シリンダー上端面から20㎜下がったところ」を、「クランクシャフトに直角(シリンダー前後」)に測定。
そのためには、シリンダー前面の上端から20㎜下がったところにアンビル先端を当て
ロッドを前後に動かして、値が最小限になるところを探さなければなりません。
どうしてもアンビル先端が動いてしまいます。「何とかアンビル先端を固定できないか?」。
そこで、アンビルのガイドを作りました。使用したのはウエットティッシュの筒。
①横14㎝~16㎝×縦(出っ張り下)5㎝に切り取る。
横14㎝で内周の2/3程度。横幅が長いほど安定する。シリンダーゲージのガイドが避けられればよい。
縦は長いほど安定するが、ピストン行程が70.8㎜なのであまり長いとピストンを付けたままだと入らない。
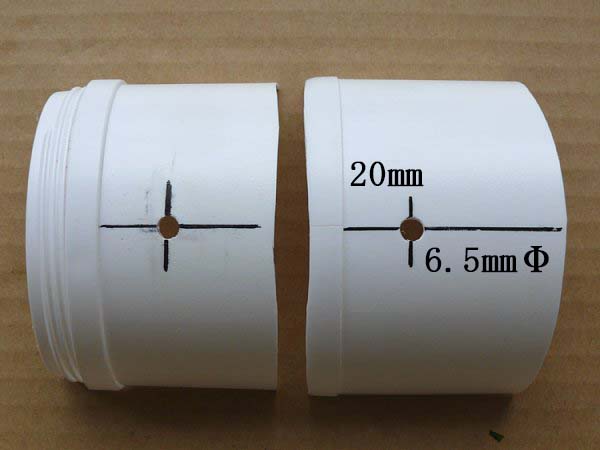
写真の左側はウエットティッシュ筒の上側、写真の右側はウエットティッシュ筒の底側。
ともに、出っ張りがあるのでシリンダーにセットしやすい。
②出っ張りから20㎜下がったところに6.0~6.5㎜Φの穴を開ける。
穴の大きさは「アンビル先端が出れば小さい方がよい」。これはウエットティッシュ筒の厚さに関係。
5.0㎜Φと4.1㎜Φも試しましたが、アンビルの先端が出ない。
6.0㎜Φキリの先端が欠けていたので、6.5㎜Φの穴を開けましたが6.0㎜Φの方がよいでしょう。
※アンビル外径は7.0㎜Φ。
|
 |
 |
・アンビルガイドはシリンダーに差し込めばOK。それ自体が拡がろうとするのでシリンダー内壁に密着します。クランプ等で固定する必要なし。
・シリンダーゲージのガイドを動かすと、アンビルの先端も僅かに動き、「シリンダー上端面から20㎜下」を厳密に守ることができませんがそれくらいは目をつぶりましょう。 |
測定は、
①アンビル側を下にし、測定部を斜めにしてシリンダーに入れ、アンビル先端をアンビルガイドの穴に入れる。この時点ではシリンダーゲージのガイドは下側がシリンダー壁に当たっている。
②シリンダーゲージのロッド(握り)を手前に引くと、シリンダーゲージのガイドはシリンダー壁に「下側 → 中央 → 上側」と接していく。
これに呼応してダイヤルゲージの針が「右へ動く → 右への最大値 → 左へ動く」。
③「ガイドが中央になったとき」=「ダイヤルゲージの針が右へ一杯に動いたとき」=「測定部が最小になったとき」=「測定部が測定対象物に対して水平になったとき」=内径
次の写真のようにに、シリンダーを横にすれば、シリンダーゲージのロッドを保持する必要がなくなり、シリンダーゲージにかかる外力を減らせます。
シリンダーゲージにかかる外力を減らせば、それだけ測定値が正しくなります。
 |
この状態で、シリンダーゲージロッドを動かせばよい。
シリンダーゲージのロッドは測定物に対して垂直である必要はないから、このような測り方でもOK。
※この点については少々疑問を感じています。
・このシリンダーゲージは全長は250㎜,握り下~測定子=150㎜の標準タイプ。
RMXシリンダー内径を測るのにはロッドが長すぎるので、10㎝程度短いショートタイプの方が良さそう。
しかし、これは「2stでシリンダーに排気ポート・吸気ポートがあるので測定箇所を下げられない」から。
FJのシリンダー内径測定箇所はシリンダーの上・中・下の三カ所。
FJのシリンダー長は90㎜。
RMXの場合より70㎜深いところを測定しなければなりません。
また、ロングストロークのエンジンもあるでしょう。
やはり、ショートタイプより標準タイプの方がよいでしょう。
・なお、FJの場合は「シリンダーの上部・中央・下部」の三カ所につき、「クランクシャフトと平行・直角」の二方向を測定。
つまり6箇所を測定し、「測定最大値-測定最小値=磨耗量」とします。
シリンダー内径標準値=76.96~77.02㎜
シリンダー使用限度 : 「内径77.10㎜以上」or「磨耗量0.05㎜以上」※真円度も使用限度に上げていることに注目。 |
測定結果は?
 |
・ダイヤルゲージの針は「ゼロから左へ2.3目盛り程度」 → 0.023㎜。
・基準設定は「ゼロで67.00㎜」
・内径測定値=67.00+0.023㎜=67.023㎜。
・使用限度=67.05㎜だから、このシリンダーはOKとなります。
・うっかり思い違いに注意
・ダイヤルゲージのプラスは「縮んだ量」、マイナスは「伸びた量」。
・ダイヤルゲージの針が右に動く(プラスになる) → 縮んでいる=測定値が小さくなっている。
・ダイヤルゲージの針が左に動く(マイナスになる) → 伸びている=測定値が大きくなっている。
右側の写真の針を見て「これは計測ミスじゃないの?」と思いました。
・基準設定で「ダイヤルゲージの針がゼロのときに67.00㎜」
・測定内径は「-0.023㎜」
・それなら、内径=67.00-0.023㎜となり、標準値より小さくなる!
そうではありません。ダイヤルゲージのマイナスは伸びた量。つまり0.023㎜大きくなったということ。
だから、内径=67.00+0.023=67.023㎜。
|
・測定技術と測定器具の精度が必要
基準設定や測定に使うマイクロメーター、シリンダーゲージ、ダイヤルゲージ。測るのは0.01㎜。
この三つの中で、一つでも精度の悪いものがあれば測定値は正しいものにならない。三つとも精度が悪ければとんでもない測定値になる。
やはり、信頼のあるメーカーのもので、新品を入手するべきでしょう。
もちろん、「シリンダーゲージの測定子に力をかけないで動かして、その最小値を探す」には馴れやコツが必要でしょう。
それはこれからの宿題にして、今回はこれでよしとしましょう。
★2020.06.26.ストックエンジンのシリンダー内径測定
ストックのエンジン②-4とエンジン⑥-3のシリンダー内径を測りました。
 |
・左がエンジン②-4
シリンダーは元エンジン②
内径測定値=67.01㎜弱
・右がエンジン⑥-3
シリンダーは元エンジン⑤
内径測定値=67.022㎜弱
・前回のクリアランスチェックでは「両者同程度」の評価でしたが、
内径測定ではエンジン②-4(元エンジン②)の完勝です。
なお、上で測定したシリンダー単体の元エンジン③リンダーと比較してみると、
・元エンジン③シリンダー内径測定値=67.023㎜
・元エンジン⑤シリンダー内径測定値=67.022㎜弱
測定誤差(針を見る角度・姿勢,測定具のセット方向・温度)などを考えると「同程度」と判断されます。
しかし、前回のクリアランスチェックでは元エンジン③の完敗。
やはり、シリンダー内径測定には「そのための測定器具」を使わなければならないようです。 |
 |
 |
・測定前にシリンダー内壁にパーツクリーナーを吹きつけて付着オイルを除去する。
・ピストンを一杯に下げて、排気ポートが全部見えるまでにする。(ピストン行程70.8㎜)。
・写真右のアンビルガイドは「出っ張り下60㎜」。「ガイドがピストンに当たっていないか」と少々心配になりました。やはりアンビルガイドは「出っ張り下50㎜」の方がよいようです。
・なお、このアンビルガイドは「ウエットティッシュ筒の下側」で作ったものですが、出っ張りが小さくシリンダーから下にずれることがありました。「ウエットティッシュ筒の上の部分」ではこんなことはありません。 |
どんな小さなことでも「できなかったことができるようになる」のはうれしいことです。
中古のシリンダーゲージとマイクロメーターで費用は1万円以内。どこかへ出かけるよりずっと安上がり。
「go to キャンペーン」は私にとって無縁なもののようです。
つづく
前へ/モタードRMX②のギヤオイルが黒くて燃費が悪い-3 次へ/モタードRMX②の ギヤオイルが黒くて燃費が悪い-4 目次へ SPnet番外TOP SPnet SPnet2
